产品说明:
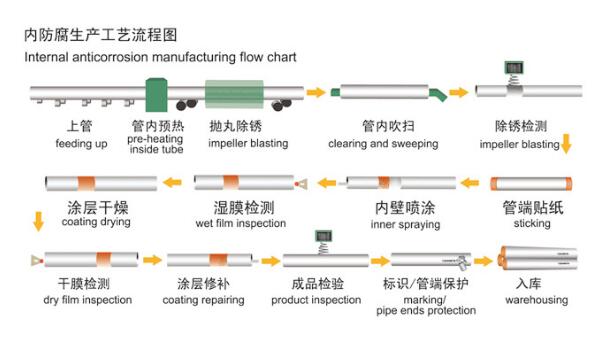
钢质管道内防腐生产线设备主要用于石油、天燃气、饮用水、污水等液体输送钢质管道的钢管内壁防腐涂层的加工生产,可进行液态环氧涂料防腐、内壁环氧粉末防腐、内壁无溶剂涂料防腐。其防腐生产工艺和产品性能,完全符合:«CHPP-SPE-100000CC01-03 »、无溶剂«QCNPC-GD0291-2006»、和中国城镇建设行业标准CJ/T120-2008的防腐标准等国内外技术标准。

1、钢管内壁火焰预热设备
设备功能:内除锈前,通过火焰燃烧,加热钢管内表面到40℃——60℃,除去钢管内表面的湿气、油污;以便抛丸处理。

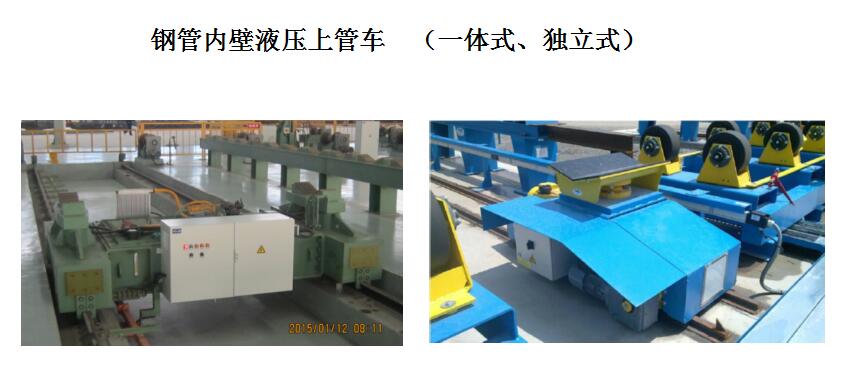
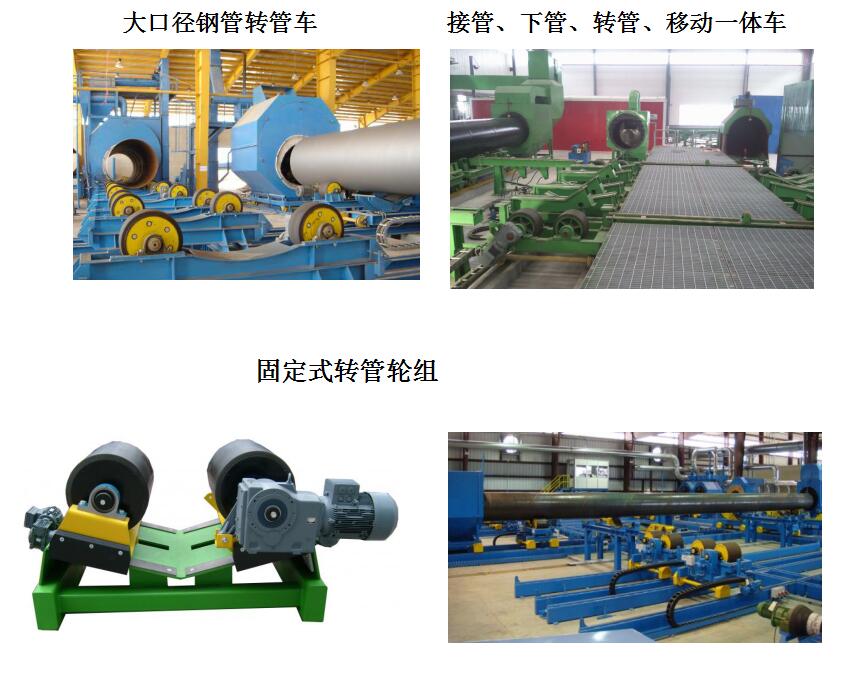
2、液压运管小车
运管车两个一组(分一体式和两个独立式),实现钢管在内涂工位支间的自动移动,自动控制。小车移动速度:最大30米/分钟(可根据实际定);可根据工艺需要,在各工位间实现自动传输钢管,实现无人看护操作,杜绝发生安全事故。
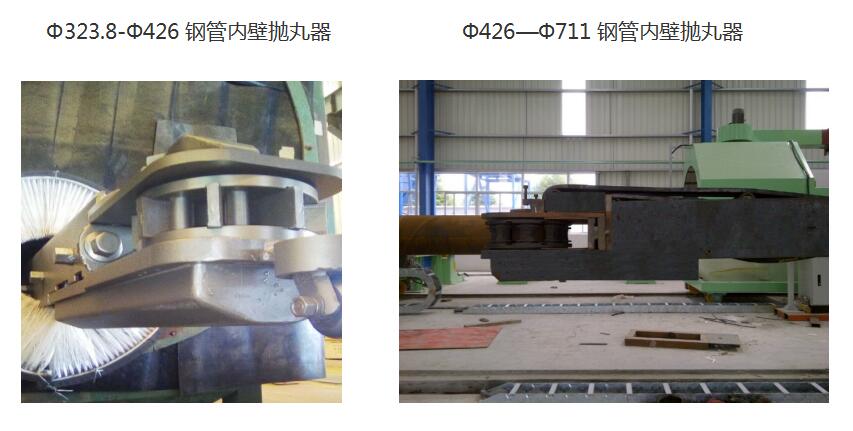
3、内壁抛丸清理机(Ø 323.8- Ø 3600)
设备描述:
先进的内抛丸除锈装置,一键式自动化控制、选用世界最先进的设备部件及西门子控制系统,成熟的技术和现场生产经验。
通过液压驱动的高效机械式抛丸的工艺方式清理钢管内壁的氧化皮、锈蚀等,使工件表面呈现金属本色,并使其表面具有一定的粗糙度,提高涂层黏结强度,而且可以提高钢管的疲劳强度;该机由液压驱动的高效抛丸器、斗式提升机、转管系统、扶正器、丸砂分离、自动供丸系统、回收皮带系统、德国进口液压系统、一键式全自动电气控制、除尘系统等组成。
主要性能说明如下:
钢管内壁抛丸器:3套,适用管径Φ323.8-Φ426、Φ426—Φ711及Φ720—Φ3200,最高除锈效率达300M2/Hr;抛丸器最高转速可达到6500r/min(2500-6500r/min可调)。
钢管内壁扶正器:3套,适用管径Φ323.8-Φ426、Φ426—Φ711及Φ720—Φ3200,


4、钢管内壁喷涂线
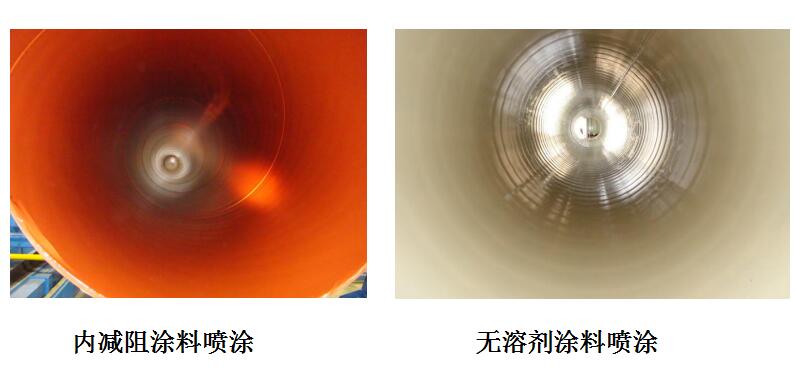
设备描述: 通过无气喷涂的方式将双组分液态环氧涂料、无溶剂环氧涂料按照规定的厚度均匀的喷涂至钢管的内表面。
高压无气喷涂采用高压气体驱动涂料泵,将涂料增至高压,通过狭窄的喷嘴喷出,产生负压,剧烈膨胀,使涂料形成极细的扇形雾状,高速喷向工件的表面形成膜层。由于高压无气喷涂压力高,且涂料中没有空气,从而提高了漆膜的质量,涂层均匀,针孔少,内喷涂采用高压无气喷涂的方法,将喷枪装在内伸臂的前端,沿管子轴向运动,管子旋转。
喷涂泵及储料罐固定在小车上,喷枪装在内伸臂的前端,内伸臂高度可调,以适应不同管径钢管的作业要求,小车在轴装式减速机驱动下沿钢管轴线向前运动,此过程中向钢管内吹气,小车返程时进行喷涂作业。
钢管两端的护罩(包括固定护罩和移动护罩)将钢管两端封闭并于除尘设备连接,使尾气达标排放。

5、钢管转管系统
6、溶剂挥发系统
设备描述:
漆雾处理装置分为漆雾过滤装置和有害气体吸附装置两部分。
漆雾过滤装置
干式过滤装置采用漆雾滤纸对漆雾进行过滤,其免维护时间为一年。由喷漆室和烘干室产生的含漆雾气体经烘干室地坑、管道被吸入漆雾过滤箱,经漆雾滤纸过滤后,被风机吸入活性炭吸附装置对有害气体进行吸附或燃烧。
有害气体吸附装置
有害气体吸附装置能对苯、醇、酮、酯、汽油等有机溶剂的废气进行吸附,适用于大风量低浓度的废气治理。本装置主要由吸附厢体、截止阀、过滤器、风机电机等组成,各进风口配有调节阀。

7、钢管内壁固化炉
设备描述:
采用天然气或燃油加热的方式提供热源,固化炉内壁和炉顶加装隔热材料,管子入口和出口由炉门封闭,采用两台燃气燃烧机,炉内为循环热风,温度保持在50-60℃,炉温调节范围50-90℃,内涂后的钢管在炉内停留约30-50分钟(根据涂料而定具体时间),到达涂层的固化。

8、钢管内壁防腐固化炉内链板输送设备
链板式输送设备结构紧凑、可靠,能有效的降低生产线工人的劳动强度及现场安全风险,大量的减少人员进入生产线内部搬管,提高生产线的效率和先进性,实现自动进管,是国际领先的钢管输送形式。

9、钢管内壁环氧粉末喷涂(内外环氧粉末、内粉末外3PE)
内FBE防腐生产工艺流程描述:
经过检验合格的钢管从上料台架进入除锈传动线。除锈传动线驱动钢管旋转前进依次通过燃油预热炉和除锈机进行除锈。
经过外壁打砂后的钢管经过外传动线的第一道平台位置后由液压升降运管小车送出到内抛丸前存管平台等待内壁抛丸处理,液压小车自动退回至原始位置,同时内抛丸上管液压运管小车升起把钢管运送到内壁抛丸工位然后自动退回,同时内壁抛丸开始抛丸,内壁抛丸处理后的钢管经过液压运管小车运送到内吹扫工位进行内壁吹扫,吹扫完毕的钢管再经液压运管小车运送到内壁环氧粉末喷涂线上,与此同时内壁粉末喷涂移动车带动喷涂悬臂开始快速前进,当钢管螺旋前进到中频加热线圈(加温到合适温度)时内壁喷涂小车的悬臂头部的喷枪也同时到此位置并把速度自动降到与钢管前进速度一样的速度,钢管和喷枪前进到喷粉室后内壁环氧粉末喷枪开始喷涂同时尾端移动车停止前进,钢管前进的同时传动线侧面的内壁回收移动车开始移动往钢管前进方向移动直至钢管尾端走出中频后停止并退回原始位置,与此同时喷涂移动车和悬臂也自动退回原始位置;钢管一直前进至下管位置,此时下管液压运管小车开始工作,升起液压并把钢管转移到外防腐线上进行钢管外壁3PE防腐。